1. Purpose
I was previously in charge of developing defect detection systems for in-house roll-to-roll production equipment.
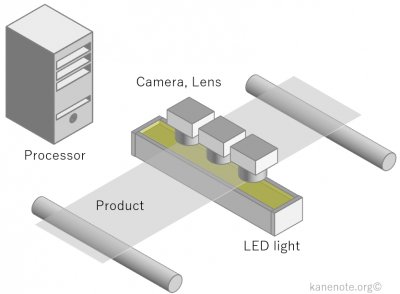
The roll-to-roll defect detection system is a web inspection system designed for sheet-like products, as shown in the featured image.
Based on my own experience, I would like to introduce the key points to consider when planning the implementation of a defect detection system.
I hope this will serve as a useful reference for anyone in charge of introducing these systems to their company's equipment.
2. What is a Defect Detection System?
These are systems designed to prevent defective products from passing to the next process by automatically detecting foreign matter or scratches on the surface of parts or products and prompting actions (for example, stopping the line or triggering an alarm).
As a concrete method, it generally refers to systems that detect foreign objects or scratches using visible light and a camera that is sensitive to the visible light wavelength band (hereinafter referred to simply as "the camera").
Systems that detect internal defects or foreign matter inside parts or products are sometimes called non-destructive testing (NDT) devices.
In this case, specialized equipment such as ultrasound or X-rays is used instead of a camera, so they are excluded from this post.
Since defect detection systems perform image processing on images captured by cameras and make OK/NG judgments, they are also sometimes referred to as image processing devices or vision systems.
3. Purpose of Introducing a Defect Detection System
When thinking about the purpose of introducing a defect detection system, labor-saving (automation) comes to mind.
In other words, automating the quality control that humans have previously performed.
Alternatively, it could be to stabilize quality by introducing systems into processes where human inspection was previously impossible (for example, in high-temperature environments or hazardous processes).
There may also be the objective of quantifying qualitative evaluations previously made by humans.
Before introducing a system, I believe it is a highly important perspective to clarify the "purpose of introducing the defect detection system."
4. Classifying Implementation Cases
Although we refer to "introducing a defect detection system," there are various cases.
Here, I would like to briefly classify and introduce these cases.
It is necessary to clarify whether the phase of introducing the defect detection system is the development phase, the verification phase, or the production equipment implementation phase.
In addition, you need to select a manufacturer while balancing performance requirements against your budget.
4.1 Inspection System Manufacturers
In some cases, the development, implementation, and maintenance are outsourced entirely to an external inspection system manufacturer.
This case is often applied during the production equipment implementation phase.
Although the cost is relatively high, it can keep in-house engineering hours relatively low.
Speaking of inspection system manufacturers, for example, Futec Co., Ltd. is well-known in Japan.
A major advantage is that they possess their own proprietary products (such as cameras and lighting) and, depending on the contract, will guarantee the performance of both hardware and software.
Pros
It is possible to outsource development, implementation, performance guarantees, and maintenance. For defect detection systems introduced to production lines where consistent detection performance must be maintained at all times, utilizing an inspection system manufacturer is common. Furthermore, even if you do not have an in-house maintenance team, it is sometimes possible to outsource maintenance to the manufacturer (though this depends on the contract).
Cons
1. Costs are relatively high.
2. Depending on the required specifications (performance, functions), they may not be able to accommodate your request and may decline the project. Alternatively, if new development is required, it will incur significant costs.
Supplemental Note:
Among inspection system manufacturers, not all of them necessarily possess proprietary products; some build systems by combining commercially available devices (cameras, lenses, image processing libraries).
Additionally, some manufacturers will integrate optical systems (the positional relationship between the camera and lighting) or image processing algorithms uniquely developed by the user. At first glance, this seems highly convenient because the user retains the core technology while the manufacturer builds the rest. However, in this case, the manufacturer will no longer guarantee performance, so I do not recommend this approach.
4.2 Using Vision Systems (Turnkey Packages)
There are cases where you want to introduce a defect detection system, but it is not feasible to use a specialized inspection system manufacturer (mainly due to budget constraints).
In such cases, you may purchase dedicated equipment called a vision system (or image processing system).
A vision system is a package unit that includes a camera, lens, lighting, controller (a dedicated PC for executing image processing), and the necessary cables.
Although it is a package, various lineups are available to meet user needs—such as monochrome/color, area sensor/line sensor, and the required number of pixels—allowing the user to choose relatively freely (naturally, costs vary depending on the choices).
Well-known providers of these vision systems include KEYENCE, OMRON, and Cognex.
Pros
1. Lower cost compared to dedicated defect detection systems.
2. Dedicated cameras, lenses, lighting, and PCs are often pre-configured, meaning you do not have to worry about device compatibility and connectivity.
Cons
1. Poor compatibility.
For example, KEYENCE cameras and controllers use KEYENCE's proprietary interfaces, meaning you cannot use other companies' cameras (such as CameraLink interface cameras).
2. Limited capabilities.
Basically, you cannot perform image processing operations other than those pre-configured in the system's built-in library.
3. Installation and maintenance of the vision system must be handled in-house.
Companies like KEYENCE, OMRON, and Cognex are essentially specialized suppliers that sell standalone hardware. Therefore, they will (generally) not handle installing the system onto your production line or performing maintenance. As a result, you must handle the physical installation yourself or outsource it to an engineering firm known as a System Integrator (SIer).
4.3 In-House Development
This is the case where you purchase cameras, lenses, PCs (including image processing libraries), etc. individually and integrate them yourself.
Although this requires highly specialized and wide-ranging knowledge in machine vision, image processing, and programming, it enables you to develop and introduce defect detection systems that perform complex processing that commercial products cannot handle.
The concept of a "small start" is also important in defect detection system development, and I believe in-house development holds a certain level of value.
Typical manufacturers for cameras, lenses, lighting, and image processing libraries are listed below:
Cameras
Lenses
Lighting
Image Processing Libraries
Extra Edition:
As the ultimate "small start," single-board computers can technically function as proper defect detection systems if you connect a camera. However, from the perspective of stability and reliability, I cannot recommend them for actual production equipment.
Pros
It is possible to develop and introduce custom defect detection systems that cannot be realized with commercial products. For example, you can build a system that integrates HALCON, OpenCV, and TensorFlow.
Cons
1. Requires highly specialized knowledge in machine vision, image processing, etc.
2. Development takes time.
3. The development department must bear the responsibility for performance guarantees.
5. Key Considerations When Introducing a Defect Detection System
Systems Are Inferior to Humans
The first thing to understand—and this is a personal philosophy based on my experience—is that "at present, defect detection systems are inferior to humans."
Although I add the preface "at present," I hope that in the near future, systems capable of making the exact same judgments as humans will be created.
While Artificial Intelligence (AI), particularly Deep Learning, is starting to be integrated into defect detection systems, they still have not reached the level of human capability.
Humans utilize their five senses (especially sight and touch) to process massive amounts of information in parallel at incredible speeds to judge whether something is a defect. In contrast, a defect detection system often only has a monochrome camera. If a judgment cannot be made from an image, it currently cannot perform a tactile inspection to make the call.
If you casually assume that "since it is visible to the human eye, the system will easily detect it," you might find that it surprisingly fails to detect the defect.
A 100% Defect Detection Rate is Impossible
When developing a system, there are cases where clients demand a "100% defect detection rate," but this is basically impossible.
To be precise, a "100% defect detection rate" is possible, but as a side effect, the number of over-detections (false positives) will become extremely high.
Over-detection refers to, for example, detecting an object with a diameter of 0.8 mm as a defect when a defect is defined as "having a diameter of 1.0 mm or more."
False detection (false positive) refers to detecting a normal, defect-free part as a defect.
Sometimes unreasonable performance requirements like "100% defect detection rate with zero over-detections/false detections" are demanded. This is a realistically unachievable performance level, and under such specifications, the development and implementation of the inspection system will undoubtedly fail.
Performance Cannot Be Guaranteed for Unknown Defects
Another common issue is when users expect the system to detect unknown, novel defects. This, too, is basically impossible.
What a defect detection system can achieve is "detecting specified defects under specified conditions," nothing more and nothing less.
To use an analogy, it is like a parent showing a picture of a panda to a toddler who only knows "elephants" and "cats," and getting angry, shouting, "Why can't you tell me it's a panda!"
Just like humans, a defect detection system cannot give an answer for something it has not learned.
Clarify the Acceptance Criteria
When introducing a defect detection system using an external manufacturer, it is vital to clarify the acceptance criteria.
The acceptance criteria here refer to whether the system conforms to the conditions (quality, performance, specifications, etc.) agreed upon in the implementation contract. In other words, whether the defect detection performance (detection rate, number of over-detections/false positives, etc.) meets the required performance defined at the time of the contract.
To achieve this, both parties must decide on the defect detection performance metrics beforehand, and you must provide samples of the defects to be detected as well as normal products in advance.
Defect Detection Systems are Ultra-Precision Equipment
If you ask whether a defect detection system can always maintain the same detection performance, the answer is no.
Even a slight misalignment in the position of the camera or lighting will change its performance (in most cases, detection performance drops, defects that were previously detectable go unnoticed, and false detections occur frequently).
For systems introduced into production equipment, regular maintenance, such as calibration, is indispensable.
Please understand that these systems require significant time and effort not only for implementation but also for post-introduction maintenance and preservation.